この方がRalph Fabriciusさん。












 世界中からリペアが届く。
世界中からリペアが届く。












 この工程は、仕上がりに大きく影響されるので、熟練した職人でないとこの仕事はできない。
この工程は、仕上がりに大きく影響されるので、熟練した職人でないとこの仕事はできない。

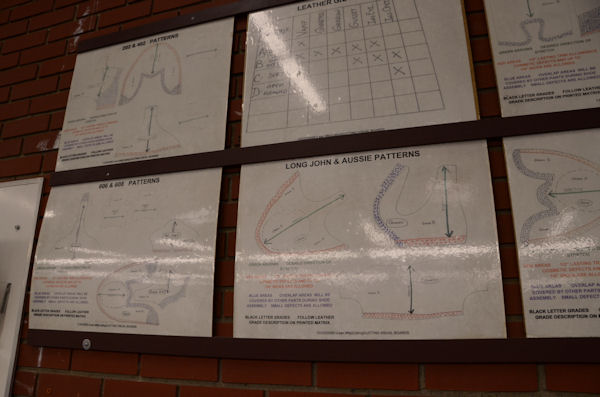
 6足分1セットで切り出し、プロダクションチケット(指示書)と一緒に次の部門に送られる。革の合わせ部分もすかれる。
6足分1セットで切り出し、プロダクションチケット(指示書)と一緒に次の部門に送られる。革の合わせ部分もすかれる。


 ミシンに革が分かれているのは、少しでもミシンの音を軽減する工夫だ。
ミシンに革が分かれているのは、少しでもミシンの音を軽減する工夫だ。 8103など、オックスフォードなどのUチップはこの機械で、跡をつけ、その後縫われる。
8103など、オックスフォードなどのUチップはこの機械で、跡をつけ、その後縫われる。

 ハトメを打っている工程
ハトメを打っている工程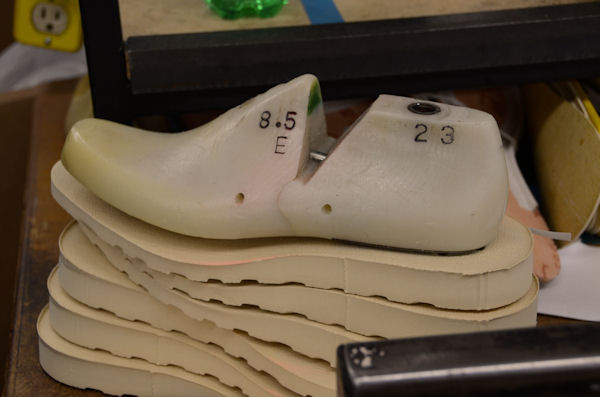
 ヒールカウンターの芯
ヒールカウンターの芯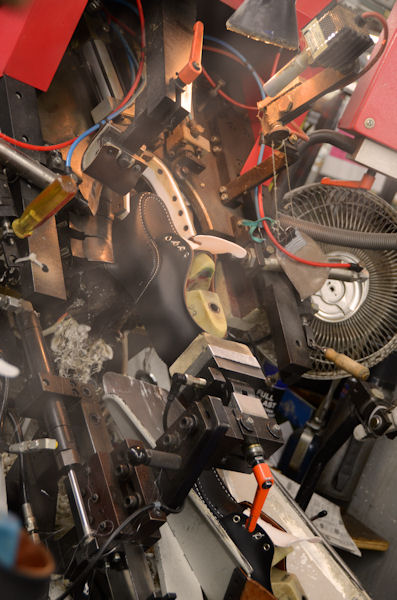
 中底が付けられた工程
中底が付けられた工程 こちらはウェルト。
こちらはウェルト。 内側にコルクを敷き詰めている工程。
内側にコルクを敷き詰めている工程。 だいたい、40分前後で固まってくる。
だいたい、40分前後で固まってくる。
 今度はミッドソールが取り付けられる。
今度はミッドソールが取り付けられる。

 アウトソールを削り、形を整える。
アウトソールを削り、形を整える。
 最後はオイルを塗り磨く。
最後はオイルを塗り磨く。 最後は箱に入れられ、出荷される。
最後は箱に入れられ、出荷される。
 第一なめし工場から届いたクロムなめしのブルーの革。ウェットブルーと呼ばれている。
第一なめし工場から届いたクロムなめしのブルーの革。ウェットブルーと呼ばれている。 革の厚みを整える作業。おおよそ2.2~2.4ミリくらいに整えられる。ライニングの有無やミリタリー用などによりもう少し厚くしたり薄くしたりする。
革の厚みを整える作業。おおよそ2.2~2.4ミリくらいに整えられる。ライニングの有無やミリタリー用などによりもう少し厚くしたり薄くしたりする。 一度に150枚前後染色される。この機械も木のタルから金属に変わり、木に戻されたようだ。
一度に150枚前後染色される。この機械も木のタルから金属に変わり、木に戻されたようだ。
 機械の中の温度はおおよそ45度前後
機械の中の温度はおおよそ45度前後
 バキュームドライヤー。革を挟み込み、真空状態にし、脱水する。水分を取り除く工程である。この前に圧力をかけての脱水があり、そこでの水分量は50%。この作業で25%。
バキュームドライヤー。革を挟み込み、真空状態にし、脱水する。水分を取り除く工程である。この前に圧力をかけての脱水があり、そこでの水分量は50%。この作業で25%。 自然乾燥している工程。ベルトコンベアーのように流れていき、約8時間で乾燥される。右の赤色のレザーがオロラセットである。仕上がり前とは大きく色味も違う。
自然乾燥している工程。ベルトコンベアーのように流れていき、約8時間で乾燥される。右の赤色のレザーがオロラセットである。仕上がり前とは大きく色味も違う。 乾燥された革は硬いので、後ろの機械で、叩かれ、もまれる。
乾燥された革は硬いので、後ろの機械で、叩かれ、もまれる。 もまれた後、オイルレザーはオイルが入れられる。
もまれた後、オイルレザーはオイルが入れられる。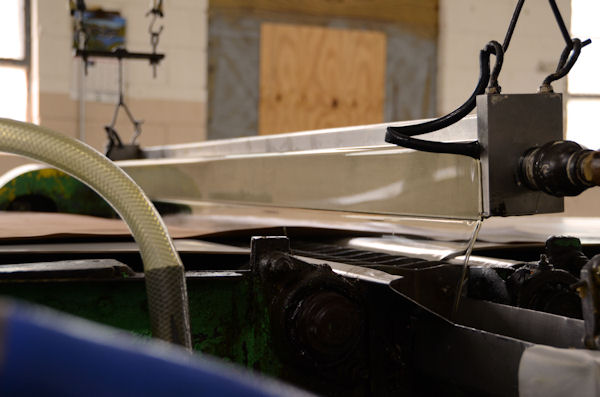
 様々なヤスリで削られ、起毛させる。こちらはスエードである。
様々なヤスリで削られ、起毛させる。こちらはスエードである。
 この時点で、最後の色入れをする。
この時点で、最後の色入れをする。 ぐるぐる回っており、革の形を記憶し無駄なく色をのせる。
ぐるぐる回っており、革の形を記憶し無駄なく色をのせる。

 何万枚もの革がある。中にはミリタリーで使われる物などもある。
何万枚もの革がある。中にはミリタリーで使われる物などもある。 ここがレッドウィングの本社です。
ここがレッドウィングの本社です。